Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
09 Jul 2020
Copper Mountain ups cleaner circuit efficiency, capacity with new flotation reactors
Copper Mountain Mining says it has successfully installed and commissioned the direct flotation reactors (DFRs)...
Read More
26 Jun 2020
SUEK cleans up with new flotation unit at Kirov coal washing plant
SUEK says it has commissioned a new flotation unit at the Kirov coal wash plant...
Read More
16 Jun 2020
Eriez’s flotation pipeline looks sound as testing requests grow
Eriez’s Flotation Division continues to benefit from its investments in testing capabilities at its Central...
Read More
12 Feb 2020
Outotec mineral process equipment destined for Okvau gold project
Outotec says it has been awarded a contract from Renaissance Minerals, a subsidiary of Emerald...
Read More
10 Feb 2020
Outotec bolsters flotation line with new cells, control solutions
Outotec says it has expanded its offering with new flotation cell and level-control solutions for...
Read More
03 Jul 2019
FLSmidth takes nextSTEP in flotation technology at South Africa platinum mine
FLSmidth’s innovative nextSTEP™ rotor and stator flotation technology has proven itself at a large platinum...
Read More
07 Jun 2019
Baikal Mining and Outotec sign equipment supply cooperation agreement
Baikal Mining Company and Outotec have confirmed that they have signed an agreement that could...
Read More
15 Jan 2019
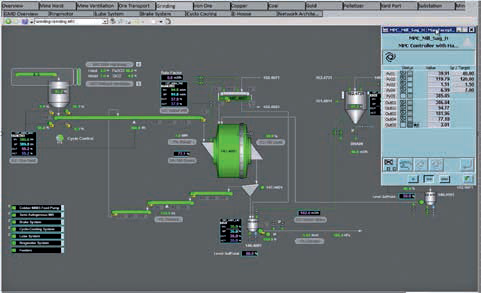
Increasing grinding and flotation circuit automation and optimisation with ABB
ABB says advanced process control (APC) using a straightforward design and deployment of model predictive...
Read More
05 Dec 2018
Outotec processing expertise and tech on its way to Mexico precious metals project
Outotec has won a contract for the delivery of a complete minerals processing plant for...
Read More
04 Oct 2018
Metso and Ferrexpo Poltava Mining’s iron ore pellet evolution
Ferrexpo’s Poltava Mining subsidiary has been on a journey to both stimulate demand for iron...
Read More
Prev
1
2
3
4
Next