Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
09 Aug 2018
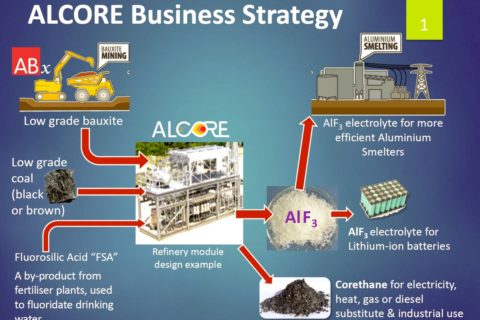
ABx subsidiary receives global technology rights for ALCORE process
ALCORE Ltd, a subsidiary of Australian Bauxite Ltd, has been given the licence rights to...
Read More
31 Jul 2018
Weir sees strong demand for brownfield mine solutions in H1 results
Weir Minerals clocked a solid performance in the first half of 2018 and was ably...
Read More
26 Jul 2018
Metso Q2 results up on mining equipment demand
Metso benefitted from a ramp up in project activity in the mining equipment market during...
Read More
25 Jul 2018
Outotec’s H1 numbers benefit from higher metal output, prices
Stronger metal output and prices saw Outotec’s order intake rise in the June quarter and...
Read More
24 Jul 2018
Heron’s Woodlawn zinc-copper project ramps up as IsaMill arrives
Heron Resources’ Woodlawn zinc-copper project in the New South Wales, Australia, is really starting to...
Read More
13 Jul 2018
Outotec exports mineral processing technology to Russia
Finland-headquartered Outotec has won an order from a Russian mining company to supply minerals processing...
Read More
Prev
1
…
17
18
19
Next