Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
01 Nov 2022
Sandvik completes acquisition of Schenck Process Group
Sandvik says it has completed the previously announced acquisition of the mining related business of...
Read More
31 Oct 2022
Iron Bridge Magnetite project progresses with first ore feed milestone
Fortescue Metals Group has reached a new milestone on its majority-owned Iron Bridge Magnetite project...
Read More
24 Oct 2022
MMD to deliver prime sizing station to gold-copper mine in Southeast Asia
MMD says it has signed a contract to deliver a 1150 Series Fixed Sizer Station...
Read More
24 Oct 2022
Kwatani looks to digital monitoring for improved screen uptime
Close monitoring is the basis for keeping vibrating screens productive and achieving the lowest cost...
Read More
20 Oct 2022
Metso Outotec adds mill lining recycling to latest Boliden Kevitsa service agreement
Metso Outotec says it has signed a Life Cycle Services (LCS) contract with Boliden for...
Read More
20 Oct 2022
Q.E.D. Environmental Systems launches new aggressive fluid duty landfill liquid pump
Q.E.D. Environmental Systems, Inc, a manufacturer of innovative environmental products and subsidiary of Graco Inc,...
Read More
19 Oct 2022
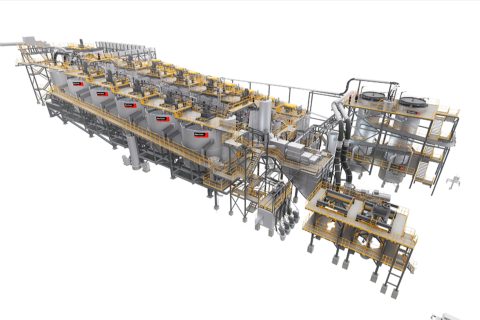
Metso Outotec accelerates return on investment with Flotation Plant Unit introduction
Metso Outotec is introducing what it says is another innovative plant concept, Flotation Plant Units,...
Read More
13 Oct 2022
Eriez promotes Jaisen Kohmuench to COO position
The Eriez® Board of Directors has appointed Jaisen Kohmuench to the newly created position of...
Read More
12 Sep 2022
Zinnwald striving for battery-electric circularity with lithium project development
The development of the integrated Zinnwald lithium project in Germany could see the incorporation of...
Read More
03 Aug 2022
Multotec pulping chute advances at Ekapa open opportunities for fines scrubbing tech
The performance of Multotec’s pulping chutes at Ekapa’s diamond treatment operation in Kimberley, South Africa,...
Read More
02 Aug 2022
Metso Outotec to supply Planet Positive Vertimills to iron ore project in South America
Metso Outotec says it has been awarded a contract to deliver sustainable grinding technology to...
Read More
01 Aug 2022
Kwatani wins major screening order from Central Asia copper mine
Competing with leading OEMs from around the world, vibrating screen specialist OEM Kwatani says it...
Read More
Prev
1
…
3
4
5
6
7
…
19
Next