Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
12 Nov 2024
Newmont showcases sensing tech developments at Mill Operators’ Conference
The recent 16th AusIMM Mill Operators’ Conference, in Perth, Western Australia, saw Newmont share details...
Read More
09 Apr 2024
Malvern Panalytical brings compact XRF spectrometer to elemental analysis sector
Malvern Panalytical has announced the launch of Revontium, a compact X-ray Fluorescence (XRF) spectrometer that,...
Read More
27 Feb 2024
Freeport-McMoRan Chino feels the ‘value add’ from MineSense ShovelSense installation
During a Technical Session at the SME MineXchange Conference and Expo, in Phoenix, Arizona, today,...
Read More
10 Jan 2024
ERG debuts world-first smart exploration rover at Future Minerals Forum
Eurasian Resources Group (ERG) is looking to change the early-stage mineral exploration process with a...
Read More
31 Oct 2023
SRK Consulting, Base Metallurgical Labs tackling pre-concentration amenability
In this first of a three-part series of articles on pre-concentration in the mining space,...
Read More
14 Sep 2023
SGS tackles critical mineral testing, pathfinder analysis with new automated pXRF solution
SGS, a leading testing, inspection and certification company, has unveiled Automated pXRF (Portable X-ray Fluorescence)...
Read More
10 Feb 2023
The role of automated sampling and analysis in mining
A high demand for commodities gives producers and manufacturers both opportunity and motivation to become...
Read More
05 Jan 2023
Eriez reinforces flotation testing capabilities with new fire assay lab
Eriez® says it has recently completed the construction and commissioning of a new state-of-the-art fire...
Read More
05 Dec 2022
Taseko Mines using innovation to increase production and efficiencies
The Taseko Mines story is indicative of the current environment miners find themselves in –...
Read More
06 Oct 2022
MineSense continues growth trajectory with new South America HQ in Chile
MineSense Technologies officially opened its regional headquarters and service centre for South America in Santiago,...
Read More
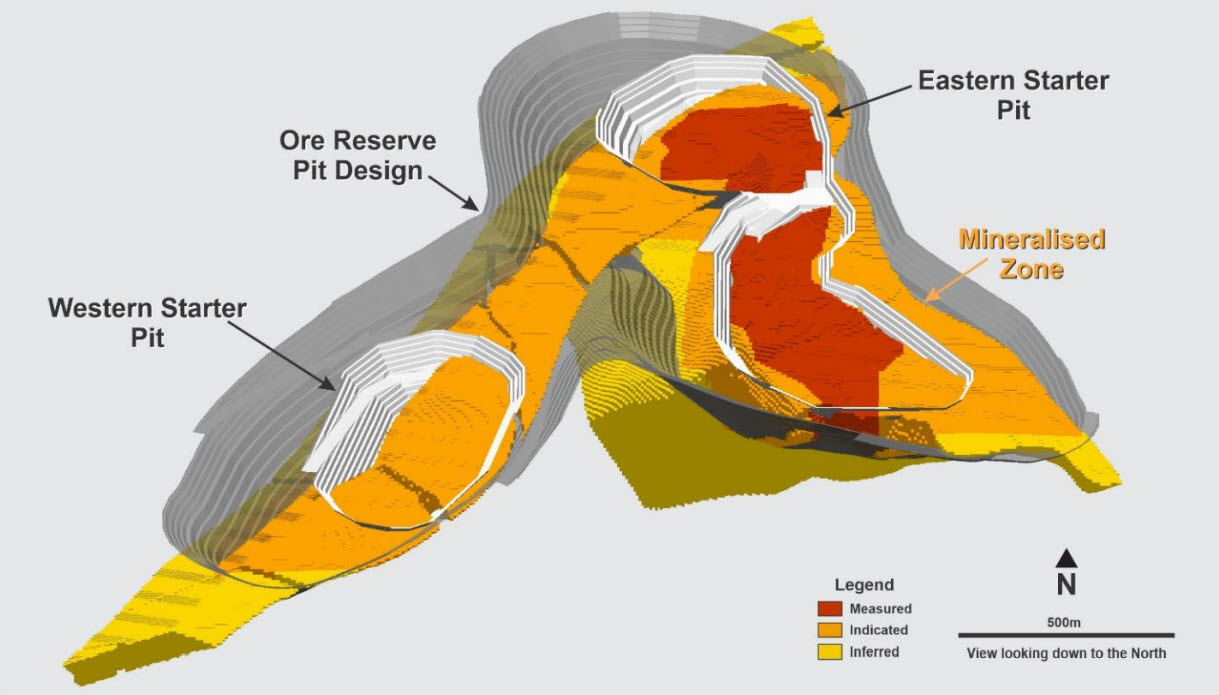
20 Sep 2022
Caravel Minerals takes HPGR use forward to DFS
Caravel Minerals has issued a prefeasibility study update on its namesake project in Western Australia,...
Read More
04 Aug 2022
Gekko Systems improves carbon sampling accuracy, safety at Cowal gold mine
The technical team at Gekko Systems has released further data that, it says, supports the...
Read More
Prev
1
2
3
Next