“There are a lot more variables to bulk ore sorting than just the technology,” Jon Rutter says.
The Principal Geologist of the Cooperative Research Centre for Optimising Resource Extraction (CRC ORE), Rutter knows his stuff. He has worked underground in both narrow-vein and mass-mining operations, as well as at large scale open-pit mines; in the base and precious metal arena.
During a presentation at International Mining Events’ IPCC Virtual event in early-February, he shared a slice of this knowledge while reviewing a recent installation project CRC ORE had been involved in at a platinum group element (PGE) operation.
“The intrinsic value of bulk ore sorting comes from the delivered heterogeneity,” Rutter said. “We have got to be able to sense and divert a higher-value pod of material versus an adjacent pod of lower-grade material on a conveyor.
“You essentially want to put more material into the mill that adds value – and not what destroys value.”
Looking at the wider bulk sorting opportunity in mining, Rutter explained the sensor diversion units (SDU) in bulk ore sorting were smaller than what the mine itself can typically offer in the form of a selective mining unit (SMU), which may be comprised of a dig block totalling around 15,000 t.
A truck offers a 100-300 t opportunity, while a shovel typically comes with a 50-100 t opportunity.
Even with a modest conveyor running at a 2,000 t/h rate, an on-board sensor (eg PGNAA or PFTNA) running at a 30 second integration time (the time to analyse one grade) would provide an SDU of 16.7 t. A sensor with lower integration time (eg XRF at 10 seconds) comes in at 5.6 t.
The ability to provide analysis down to this level has enticed several major companies into testing bulk ore sorting solutions.
Anglo American has trialled bulk ore sorting solutions at copper and platinum group metal mines, while BHP recently engaged CRC ORE to examine deployment of cutting-edge preconcentration techniques under its Grade Engineering® platform at the Olympic Dam mine, in South Australia.
The SDU with bulk sorting may be that much smaller than the SMU of a typical mine plan, but lab-level precision is not required for these solutions to work, according to Rutter.
“What I need is the ability to measure the metal content adequately,” he said. “When I say adequate, this incorporates the entire error bar of the system. That system includes the inherent geology, the mineralisation style and heterogeneity. We also need to consider the precision, accuracy and integration time – which is the technology constraint; but we also need to include the weightometers, the flop gates, the diversion gates, as well as that entire mining and materials handling process right from the start – from blasting, loading, hauling and dumping to the plant.
“But for bulk ore sorting what I end up requiring from this combined data is usually a binary decision: am I above or below a certain threshold?”
He expands on the bulk ore sorting (BOS) assessment process: “The other way of looking at this is simply considering it as planned ore loss and dilution. If we go back into that dig block, in that 15,000 t of material, I’ve already incorporated planned ore loss and dilution decisions or parameters into that SMU decision. So, if we look at bulk ore sorting, I am just talking about those different attributes – the error bars of a BOS system – as the inputs or parameters for BOS planned ore loss and dilution – it’s now just at a smaller and more precise opportunity.”
The company took a two-phase approach to the BOS opportunity at the PGE operation in question.
The first phase involved carrying out heterogeneity analysis of the orebody; correlation analysis of PGEs to base metals; selection of sensor technologies (XRF and PGNAA were selected in this case), design, layout and equipment selection for the bulk ore sorting plant; natural deportment analysis of the orebody; development of a preliminary business case; the ore type selection and sampling strategy; and project planning and management.
CRC ORE and the company in question settled on a solution where a Caterpillar 992 wheel loader dropped material off to a system using a combination of grizzly, feeder, sizer, conveyors, diverter, stackers and associated equipment from MMD, used in conjunction with an ore sensing system equipped with both PGNAA and XRF sensors to continuously measure the elemental composition. The PGNAA sensor provided a “penetrative” analysis calculation whereas XRF provided a “surface” sensing calculation, Rutter explained.
An incline conveyor ahead of the diverter gate and the accept/reject stream provided the 30 second integration time the PGNAA analyser required.
Phase two of the project involved online and offline (pre-install) work; sensor calibration; proving the technology; and proving the technology can drive physical separation.
Rutter said the completion of static calibration of the sensors saw the PGNAA sensor 20-30% calibrated, and the XRF sensor 70-80% calibrated.
This outcome harked back to Rutter’s assertion that “bulk ore sorting implementation is not a plug and play opportunity”.
A dynamic calibration in online mode completed under normal conditions was required to get the PGNAA sensor up to speed. This process, meanwhile, solidified the operation of the XRF sensor.
While the two sensors were calibrated in different ways, Rutter showed data that confirmed both were in unison when it came to reading the ore/waste that came through the conveyor (see right-hand graph below).
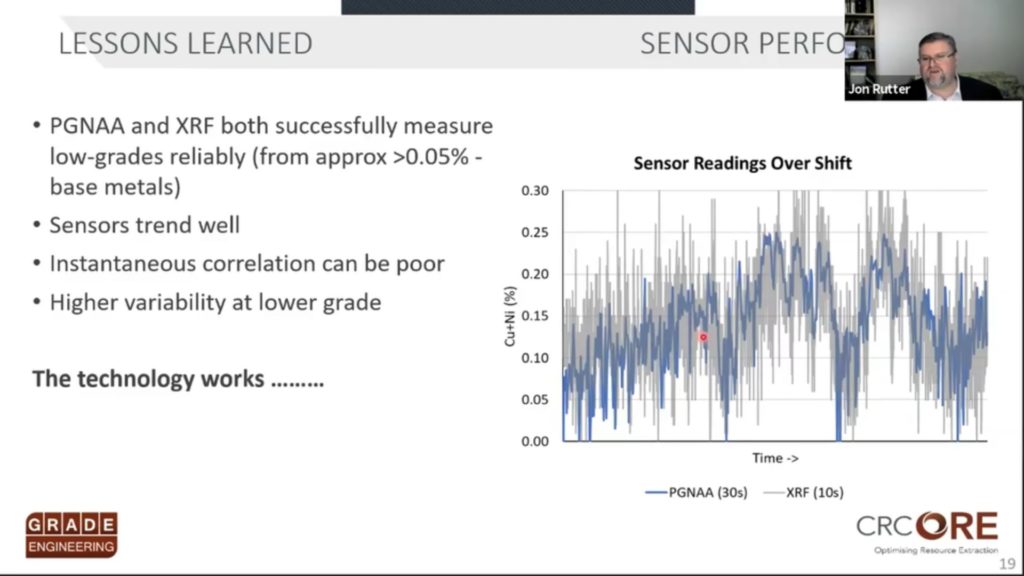
“The two sensors are independent of each other and fundamentally very different, but they can work well together, or separately,” he said.
CRC ORE was able to prove the technology by running the same sample through the circuit a number of times, as Rutter explained: “We fed 15-20 t of run of mine material into the hopper and repeated the process 15 times, putting the same 15-20 t sample through the system. We could then start to determine the precision and accuracy of the sensors and the system.”
For further verification, the sample was crushed, sub sampled and assayed.
“We wanted a binary response to ore and waste to build confidence,” Rutter added.
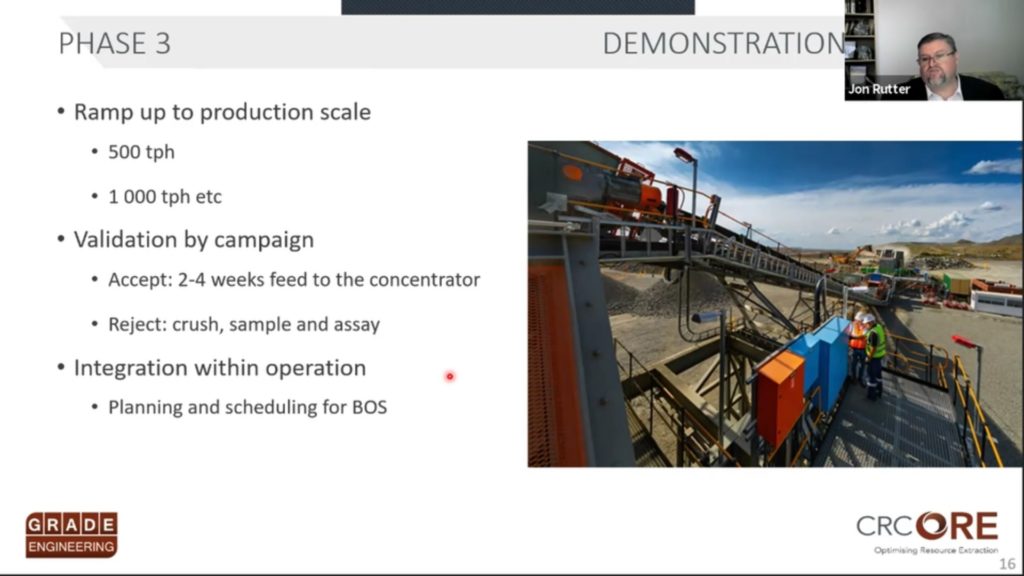
Phase three involved the ramp up to production scale, going from, say, 500 t/h to 1,000 t/h; carrying out validation by campaign; and finally integrating with the operation.
There were several lessons all mining companies – and bulk sorting vendors – should keep in mind from such a project, Rutter said.
Operations need to assess the impact of mixing across the entire materials and mining handling process as soon as possible, for one.
“The earlier we can put this data into the system, the better,” Rutter said. “Without a heterogeneity signature, we cannot implement bulk ore sorting.”
He also stressed the importance of timely feedback. Sensor calibration, a secondary crushing/sampling plant and assaying were all required to build confidence in the solution.
Rutter added: “The proper calibration of sensors does require a considerable and ongoing effort…but that is no different from any other process plant or equipment.”
Operators also need to be wary of where they set these solutions up in mines, recognising this heterogeneity dynamic.
“Bulk ore sorting is quite unlikely to be universally suited to the entire deposit,” Rutter said. “The analogue for this is a flotation plant; there are ore types in the mine where you achieve better performance in the flotation plant and others where you get worse performance.”