Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
07 Mar 2019
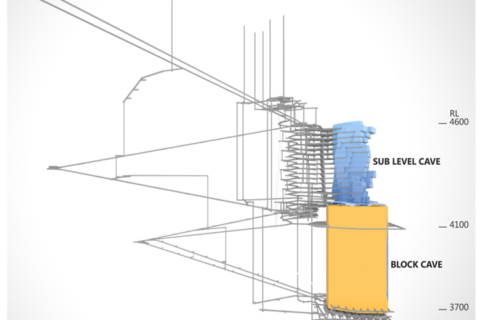
OZ Minerals outlines block cave potential at Carapateena copper-gold project
OZ Minerals’ scoping study on an expansion at the Carrapateena copper-gold project, in South Australia,...
Read More
28 Feb 2019
OZ Minerals and Unearthed Explorer Challenge goes live
The Explorer Challenge has officially kicked off, with more than 2 TB of OZ Minerals...
Read More
27 Feb 2019
Variable rock mass pushes Rio off course at Oyu Tolgoi Underground project
Rio Tinto has said completion of the Oyu Tolgoi underground copper-gold mine, in Mongolia, could...
Read More
27 Feb 2019
Dundee Precious Metals to map underground mines with Exyn A3R autonomous drones
Exyn Technologies says it has signed up Dundee Precious Metals as the first commercial customer...
Read More
21 Feb 2019
Anglo American on the potential of bulk sorting technology
Anglo American has talked up the use of bulk sorting in its operations as one...
Read More
20 Feb 2019
Ivanplats reports on Platreef PGM-nickel-copper-gold project progress
Following a site visit to the Platreef PGM-nickel-copper-gold asset in South Africa just after this...
Read More
20 Feb 2019
DRA Global moves from PFS to basic engineering at Kakula copper project
DRA Global has been awarded the contract for basic engineering services on the Kakula mine...
Read More
19 Feb 2019
BHP looks at phased rollout of autonomous trucks at WA iron ore ops
BHP CEO, Andrew Mackenzie, says the diversified miner is looking at a phased roll out...
Read More
19 Feb 2019
Resolution Copper ready to sink to new depths in Arizona
Resolution Copper says, after completing the two-year-long rehabilitation phase of the underground mine, in Arizona,...
Read More
18 Feb 2019
Newtrax helps haulage operations at Glencore’s Matagami zinc-copper mine
Newtrax says its Mobile Equipment Telemetry (MET) system has helped Glencore raise productivity and increase...
Read More
15 Feb 2019
Panoramic’s Savannah nickel-copper-cobalt project rises again
The first shipment of bulk nickel-copper-cobalt concentrate from Panoramic Resources’ recently recommissioned Savannah project, in...
Read More
14 Feb 2019
First ore for FQM’s Cobre Panama copper mine
First Quantum Minerals has introduced first ore to the processing plant at its 74 Mt/y...
Read More
Prev
1
…
36
37
38
39
40
…
42
Next