Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
14 Sep 2021
Caterpillar launches new Connected Worker system for extra layer of mine site safety
Expanding the Cat® MineStar™ Detect portfolio, Caterpillar has launched Connected Worker, a Guardhat™ developed safety...
Read More
14 Sep 2021
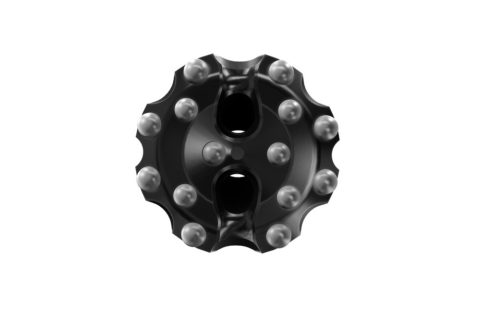
Terelion expands into down-the-hole drilling market with Warrior product line
Terelion, a manufacturer of rotary drill bits to the mining industry, is gearing up to...
Read More
14 Sep 2021
Mining’s glide path to zero emissions
As MINExpo 2021 opened, Paul Moore sat down with Denise Johnson, Caterpillar Group President, and...
Read More
14 Sep 2021
Komatsu addresses room and pillar mining challenges with new innovations at MINExpo
To demonstrate its continued support of, and collaboration with, soft-rock operations, Komatsu has introduced new...
Read More
14 Sep 2021
Dana debuts new Spicer Electrified e-Powershift transmission at MINExpo 2021
Dana Inc has debuted the new Spicer Electrified™ e-Powershift transmission, a modular and flexible two-speed...
Read More
13 Sep 2021
Sandvik, Exyn combine capabilities in new autonomous mine inspection concept
Sandvik Mining and Rock Solutions and Exyn Technologies have furthered their strategic partnership looking at...
Read More
13 Sep 2021
Komatsu’s MC51 hard-rock cutting tech up and running at Vale’s Garson mine
Vale and Komatsu’s mechanical rock excavation (MRE) collaboration has moved into another gear, with the...
Read More
13 Sep 2021
Sandvik launches new rock tools, including Tundo RH650 DTH hammer, at MINExpo
Sandvik Mining and Rock Solutions is introducing a new down-the-hole (DTH) hammer, among many new...
Read More
13 Sep 2021
Epiroc combines large diameter drilling with small platform on Pit Viper 291
Epiroc has introduced the Pit Viper 291 blasthole drilling rig at MINExpo 2021, in Las...
Read More
13 Sep 2021
Skycatch maps out autonomous mining future with DJI M300 mapping, analytics solution
San Francisco-based Skycatch has been making waves in the drone space with a range of...
Read More
13 Sep 2021
Epiroc looks to set underground rock reinforcement standard with Boltec M10, E10
Epiroc is showcasing the latest additions to its rock reinforcement line at MINExpo 2021 in...
Read More
13 Sep 2021
Rajant launches global LTE radio, personnel and asset tracking solution at MINExpo
Rajant Corporation, the provider of Kinetic Mesh® wireless networks, has announced two new products on...
Read More
Prev
1
2
3
4
Next