Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
03 Aug 2024
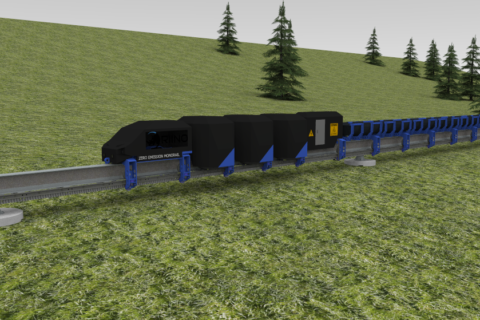
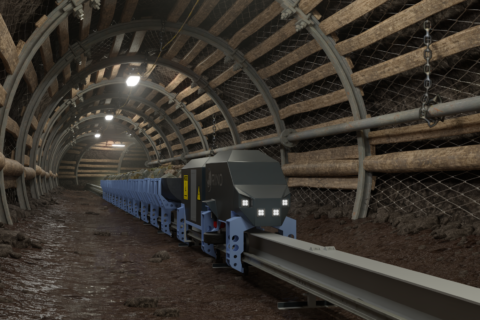
RIINO expands consortium as it heads into engineering phase
The RIINO system, a zero-emission material movement solution leveraging technology influences from monorails, subway systems...
Read More
04 Jul 2024
RIINO, Rainbow Concrete partner on future demo site for innovative monorail haulage system
RIINO, a company that refers to itself as a leading innovator in mining technology, has...
Read More
20 Nov 2023
Riino zero-emission monorail haulage system receives mining company backing
Riino, a company incorporating technology influences from monorails, subway systems and the mechanised raise climber,...
Read More
19 Sep 2023
Cat R1700 XE battery-electric LHD completes the test at Glencore Nickel Rim South
The first field follow trial of Caterpillar’s R1700 XE battery-electric loader has been deemed a...
Read More
17 Mar 2023
Vale, Epiroc planning for automation shift with battery-electric loaders at Creighton
The industry has been told continuously that there are plenty of synergies between automation and...
Read More
21 Apr 2022
MacLean opens doors to R&D facility, shows off latest mining innovations
MacLean has opened the doors to its Research & Training Facility in Sudbury, Ontario, for...
Read More
13 Sep 2021
NORCAT’s Underground Centre to host Mining Transformed
NORCAT is to host Mining Transformed, the world's first technology exhibition in an underground operating...
Read More
31 Aug 2021
Komatsu and Vale’s DynaCut Garson collaboration to be highlighted at MINExpo
Komatsu and Vale are set to reveal more about their underground hard-rock mechanised cutting technology...
Read More
10 Jun 2021
Evolution enlists RCT and its Guidance Automation tech to transform Red Lake gold mine
Evolution Mining has selected RCT and its ControlMaster® Guidance Automation technology to help “transform” its...
Read More
11 Mar 2021
Major Drilling’s drilling dominance aim strengthened with new Manitoba office
Major Drilling has opened a new office in Manitoba, Canada, as it looks to expand...
Read More
03 Mar 2021
MacLean reinforces shotcrete ops with new EV sprayer, transmixer
MacLean Engineering has become renowned for its battery-electric equipment in the last four-to-five years, having...
Read More
09 Nov 2020
Vale teams with Komatsu and CMIC on ‘revolutionary’ hard-rock cutting project
Vale, in 2021, is due to embark on a major hard-rock cutting project at its...
Read More
Prev
1
2
3
Next