Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
13 Jul 2023
Vale and Wabtec look to decarbonise Carajás Railroad operations with battery power and ammonia
Vale has announced a partnership with Wabtec Corporation to advance the decarbonisation of the company's...
Read More
26 Jun 2023
Novamera plots path forward for surgical mining technologies
Having completed a proof of concept of its entire surgical mining technologies portfolio in 2021,...
Read More
16 Jun 2023
SpectraFlow NIR technology helping Vale with iron ore analysis
Vale, one of the world's biggest iron ore producers, has approved the SpectraFlow Crossbelt Analyzer...
Read More
03 May 2023
Vale makes headway on low-emission iron ore briquette development
Vale says it has successfully tested a new type of iron ore briquette, adapted for...
Read More
21 Apr 2023
Antamina, Barrick, BHP, Freeport, Gold Fields, Newmont, Teck and Vale form GeoStable Tailings Consortium
Gold Fields Limited has announced a new consortium of eight global mining companies has launched...
Read More
23 Mar 2023
Novamera concludes in-field demonstration of surgical mining, backed by Vale and OZ Minerals
Novamera says it has completed an in-field demonstration of its surgical mining technologies, sponsored by...
Read More
17 Mar 2023
Vale, Epiroc planning for automation shift with battery-electric loaders at Creighton
The industry has been told continuously that there are plenty of synergies between automation and...
Read More
16 Mar 2023
Vale produces commercial-quality iron ore pellets without coal
Vale has announced that for the first time it has managed to produce commercial-quality iron...
Read More
08 Mar 2023
Vale partners with MIRARCO on bioleaching, bioremediation processing project
Vale Energy Transition Metals, a leading global supplier of nickel, copper, cobalt and platinum group...
Read More
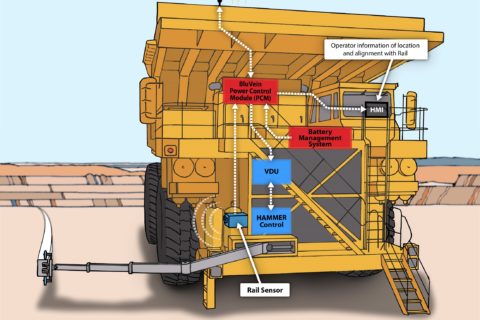
01 Mar 2023
BluVeinXL: aiming for benchmark status in the haulage fleet electrification game
Since being named one of eight winning ideas selected to progress to the next stage...
Read More
12 Oct 2022
Shell Consortium previews Charge On haul truck electrification solution
Shell has become the latest Charge On Innovation Challenge winner to unveil details about its...
Read More
18 Aug 2022
XCMG 72-t battery-electric trucks start up at Vale operations
Vale says it has become the first major mining company to test 100% electric 72-tonne...
Read More
Prev
1
2
3
4
5
…
9
Next