






Realising the vision of a world of clean energy brings the issue of metal supply into sharp focus, with major and sustained increases required to meet growing demands, Thermo Fisher Scientific’s Ellen Thomson* writes.
With copper, for example, there are predictions of a shortfall of 15 Mt per annum by 2034 based on the current output. Therefore, boosting the efficiency of mining operations has never been more important, and smarter technology is undoubtedly the way forward to achieve this. Real-time sampling and measurement right across the mineral processing value chain can arm miners with analytical data, enabling them to build a robust understanding of the performance of each plant and drive continuous improvement at every step of the process. This article takes a closer look at how several of these steps could be optimised, including ore grade measurement, sorting on the mill feed conveyor, particle size analysis in the grinding circuit, the addition of reagents in the flotation circuit and elemental analysis and impurity detection in the concentrate leaving the plant.
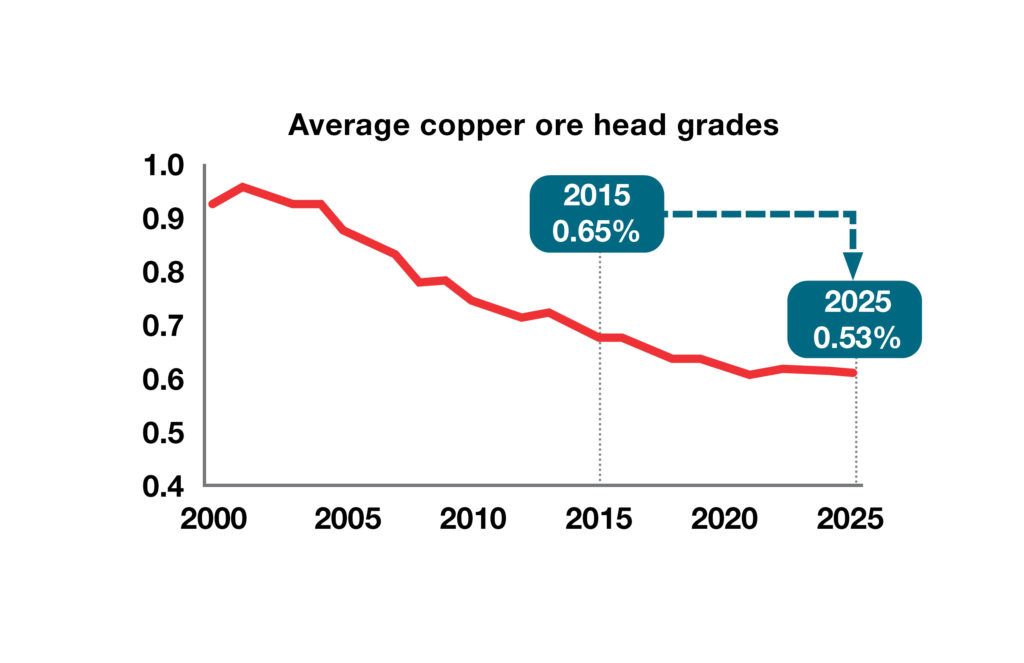
Copper miners face the challenge of satisfying the rising demand for metal, while hitting the industry’s 2050 net zero carbon target. This is likely to require significant changes in operations through processing low-grade ore more efficiently, fully exploiting existing deposits, and bringing new mines into production. Unfortunately, higher-grade ore – with a 2-3% metal concentration – has largely been depleted, and miners now often work with concentrations of just 0.5%, meaning greater quantities of ore must be processed to extract sufficient amounts of copper. Therefore, it is essential to seek fresh opportunities to improve processes across the entire mining value chain, so that the increasing demand for copper ore will be met well into the future.
Does your ore make the grade?
Enhancing mining efficiency begins as soon as raw material is extracted from the ground, and extends through the crushing process and the mill feed conveyor. It is important to accurately measure the grade of the plant feed as this will impact both the performance of the concentrator and the production costs of the final product. However, this can be challenging, as some deposits are highly heterogeneous and unpredictable. Bulk ore sensing and sorting are, therefore, crucial steps in improving the raw feed material consistency and concentrator efficiency, since they reduce the dilution of incoming feeds and redirect low or marginal grade material away from the concentrator at the first opportunity. These stages rely on highly accurate and precise analytical technologies to rapidly differentiate material grade and minimise the loss of valuable material, moving only economically viable ore further along in the process. A high spec analyser is vital to this part of the chain and enables small and lower-grade satellite deposits to be accessed more successfully, as well as increasing profits for established plants.
Cracking down on the grinding circuit
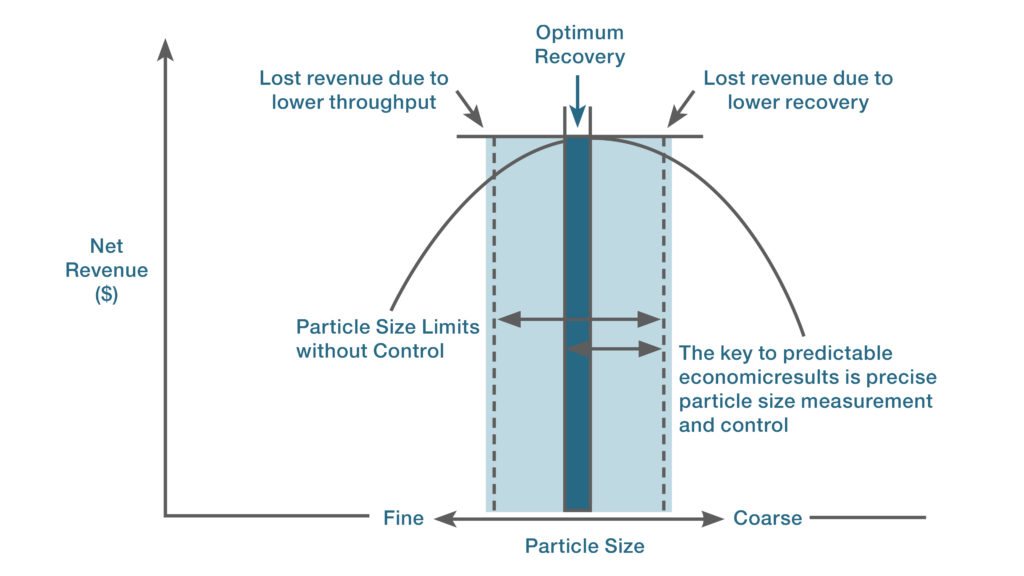
Grinding is an essential first step in mineral liberation, but there is often no clear understanding of what the target particle size should be for a given head grade. Producing finer particles liberates more metal, but also increases media and energy costs. More than 50% of the energy consumed at a mine goes into crushing and grinding, so over grinding has definite economic and environmental implications. It is crucial, therefore, for each mine to find a balance between particle size and circuit throughput that limits consumption of grinding media and energy, while still maximising metal yields.
Once a target has been established, real-time analysis of particle size and head grade elemental composition – for example, by prompt gamma neutron activation analysis (PGNAA) using a cross-belt system such as the Thermo Scientific™ CB Omni™ Agile Online Elemental Analyzer – can have a significant impact on the efficiency of the grinding circuit. In addition, by standardising particle size and controlling composition through the plant feed and grinding stages, the stability in feed forward control is increased going into the next stage – the flotation circuit.

Fine-tuning flotation
Flotation is a complicated physicochemical process where reagents – such as frothers, collectors and pH modifiers – are introduced to promote separation. The flotation feed can vary in particle size and chemistry depending on how the grinding circuit is optimised, and may contain excess fines. Miners might choose to compensate by adding more reagents, which can sometimes be beneficial but can also incur greater financial and environmental costs. Therefore, it is important to tailor the dosages of the flotation reagents in response to the incoming ore grade and particle size.
Concentrating on monitoring impurities
Certain impurities compromise the value of a concentrate, but they are often overlooked. Detecting impurities in the concentrate ahead of shipping reduces the chance of rejection at the receiving site – and the subsequent financial losses – and has the potential to improve ore quality, strengthen a company’s reputation and reduce the risk of penalty charges. In fact, representative sampling throughout ore extraction to concentrate the production process should be considered, but this can be extremely challenging owing to concentrated slurries, high tonnages, long distances between sample and analysis, and the expense and complexity of tackling head constraints.
Multi-stream analysers – like the Thermo Scientific MSA 3300 Slurry XRF Analyzer – are commonly employed in the mining industry, and can seem like an excellent, cost-effective solution. However, multiple streams can reduce efficiencies and lengthen the time to results – leading to less responsive control – and so their low upfront cost should be carefully balanced with their long-term implications. Choosing high quality analytical equipment that requires minimal manual input and has a proven record of reliability could help overcome these challenges and offer a better long-term solution. For example, a dedicated online sampling and elemental analysis station, such as the AnStat-330, provides a versatile and compact solution for addressing issues related to the process control of critical streams, time to results, the distance from sampler to analyser and the requirement for a metallurgical accounting quality sample.

Future-ready mining technology
It is vital to detect and understand why mining processes may be operating sub-optimally to know how to improve them. Relevant, reliable digital information is the foundation of an efficient operation and investing in more effective and continuous analysis is a key strategy for increasing return on investment. Digital twins, for example, integrate and collect data from sensors into a cloud platform to construct a complete and fully representative digital version of the concentrator. This allows miners to model different scenarios – such as changing process parameters – without interrupting the real-world activities of the mine. They aid in decision making and help to prevent unnecessary expenditure, as well as identifying any operational bottlenecks. Mining companies could potentially achieve 20 times – with some estimates up to 40 times – return on their initial investment through implementing digital twins, and more easily establish advanced, automated process control, increasing efficiency and depopulating mines.
Digital innovations are undoubtedly going to transform the mining industry and will help to reduce resource consumption and meet future sustainability goals. Without reliable, timely feedback, process control will always be on a ‘trial and error’ basis, which is no longer sufficient if miners are to fulfil the increasing copper demand ahead of us. Thermo Fisher Scientific supports the mining industry in adopting such technologies to enable dependable, timely and, often, real-time measurements that provide the data that miners need to track metal values, all the way from exiting the mine through to concentrate shipping.
*Ellen Thomson is PGNAA & Minerals Senior Applications Specialist at Thermo Fisher Scientific