Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
01 Dec 2022
RCT automates underground loading cycle at Victoria gold mine
Thanks to the deployment of RCT's market-leading digital automation technology, a prominent gold mine in...
Read More
05 Sep 2022
LDO Group’s Rokion battery-electric light vehicle refocus starts to pay off
LDO Group is making serious headway in deploying Rokion’s ground-up-design electric light vehicles across Australia,...
Read More
13 Jun 2022
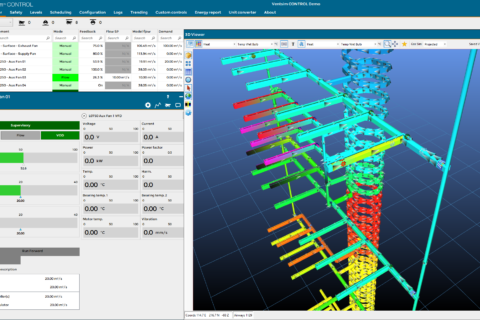
Howden, Agnico Eagle Fosterville to complete Oz mining first with Ventsim CONTROL VoD installation
Howden says it has secured a contract for the upgrade of an existent licence of...
Read More
20 Jan 2022
Redpath to carry out raisebore, boxhole services at Kirkland Lake Gold’s Fosterville mine
Redpath Australia says it has commenced a new raisebore contract with Kirkland Lake Gold at...
Read More
25 Nov 2020
Kirkland Lake Gold to trial battery-powered Sandvik LH518B at Fosterville
Kirkland Lake Gold, one of the leaders in battery-electric vehicle adoption in mining, is to...
Read More
17 Aug 2020
Chrysos PhotonAssay unit delivered to Kirkland Lake’s Fosterville gold mine
Kirkland Lake Gold is to install a Chrysos PhotonAssay unit at its Fosterville mine, in...
Read More
12 May 2020
Australia METS sector receives government boost
Australia’s mining equipment and technology services (METS) sector is set to benefit from further funding...
Read More
01 May 2020
McLanahan and Mincore collaborate on gold processing plant upgrade
McLanahan recently helped process consultancy firm, Mincore, come up with a solution for managing the...
Read More
28 Nov 2019
Costerfield gold-antimony mine firing on all cylinders thanks to RCT solution
Removing personnel from underground loading operations at Mandalay Resources’ Costerfield gold-antimony mine in Victoria, Australia,...
Read More
19 Jul 2019
Victoria brown coal to hydrogen pilot project takes off
Construction has started on a A$500 million ($353 million) pilot project looking at the feasibility...
Read More
21 May 2019
CSIRO’s Swirl Flow in the mix at Kirkland Lake Gold’s Fosterville mine
Kirkland Lake Gold’s Fosterville gold mine, in Victoria, Australia, has employed one of CSIRO’s innovative...
Read More
12 Mar 2019
AuStar Gold hopes Gekko’s ILR can cope with Morning Star middlings
AuStar Gold has announced the re-commencement of gold processing at its Morning Star process plant...
Read More
Prev
1
2
Next