






A company out of Arizona, USA, believes it has come up with a density separation technology that could upgrade heavy metal concentrates without the need for water or chemicals.
Lost Dutchman Mine (LDM), named after the legend of a rich Arizona gold deposit discovered by an elusive Dutch prospector, never since located, is the company in question. Being supported along the way by the Centre for Excellence in Mining Innovation (CEMI) out of Sudbury, Ontario, the firm is looking to find a way into the mining sector at a time when environmental, social and governance (ESG) concerns have reached a new high.
Mark Ogram, one of three Co-founders of LDM, explained the company’s aim and name, saying: “We’ve been able to find gold where people could not find it.
“We have now come up with a solution that requires no chemicals or water to purify a gold ore.”
While gold is the company’s initial focus, the process can be applied to most heavy metals including silver, copper and tungsten, according to Ogram. Some encouraging results have also been seen removing sulphides from gold ore ahead of further processing, in addition to ‘cleaning’ coal, he added.
A gravity separation process that uses air flow rather than water to separate these materials by density, the obvious comparisons are with Knelson concentrators or other separation technologies – all of which tend to use water or another medium for their processes. Ogram says Knelson concentrators are also for free gold, not refractory gold, the latter of which the LDM technology can cope with.
allmineral’s allair® technology also comes to mind as a comparison. This is a process that leverages many of the functions of the water-operated alljig® technology but, instead, uses air as the pulsating medium. So far, allair’s applications have been confined to mostly coal and other minerals.
Like many of these technologies, it is feed preparation that will prove decisive for the application of LDM technology, with ore crush size and moisture content the two key factors.
“We don’t think we would need ball mills to get the feed down to the right size,” LDM Co-founder Ken Abbott said. “A standard crushing and screening setup should be suitable.”
While test work to date has been with material in the 30-60 mesh range, Abbott is confident the technology will work with material from 100-200 mesh.
“It will be a little more of a sensitive process, but it does work should people require it,” he said.
When it comes to moisture content, a drying process will most likely be needed ahead of feeding to the LDM unit.
“The material needs to flow freely to work well,” Abbott said.
In-field test work involved the company using a tumble-type continuous screener/dryer to reach the appropriate moisture content, but a more ‘industrial’ process will be required in commercial applications.
The best results are likely to be achieved when both factors are consistent, according to LDM.
“The system requires a steady and uniform distribution in the feed cycle that includes surge capacity and automated material flow to ensure a steady feed rate,” the company says.
Dale A Shay, a consultant with RIMCON advising LDM, said vat leaching operations were already producing material at the appropriate size for the LDM technology to be tested. “They are also reducing the moisture content to an appropriate level,” he said.
Despite this, the company feels tailings applications may be the most suitable place to start with. This harks back to the ESG concerns miners are feeling – some of which revolves around tailings impoundment areas – as well as the fact the ‘conservative’ mining industry is generally more comfortable testing new technologies on material they already consider to be ‘waste’.
For the technology to prove out, the company will have to scale up its testing.
LDM has, to date, carried out benchtop, laboratory scale and in-field tests on low-grade material, but it has only reached a 1 ton (0.9 t) per hour rate.
“We would put in a tonne and get a few grams out,” Ogram said. “That is how we developed the technology.”
Despite there being a linear progression of recoveries from benchtop to lab to the field, LDM will need to go bigger to find the widescale applications it is after.
Yet, its potential entry into the market is well timed.
Removing the use of chemicals and water in a process that will most likely come after initial crushing could prove cost-effective, as well as environmentally sound.
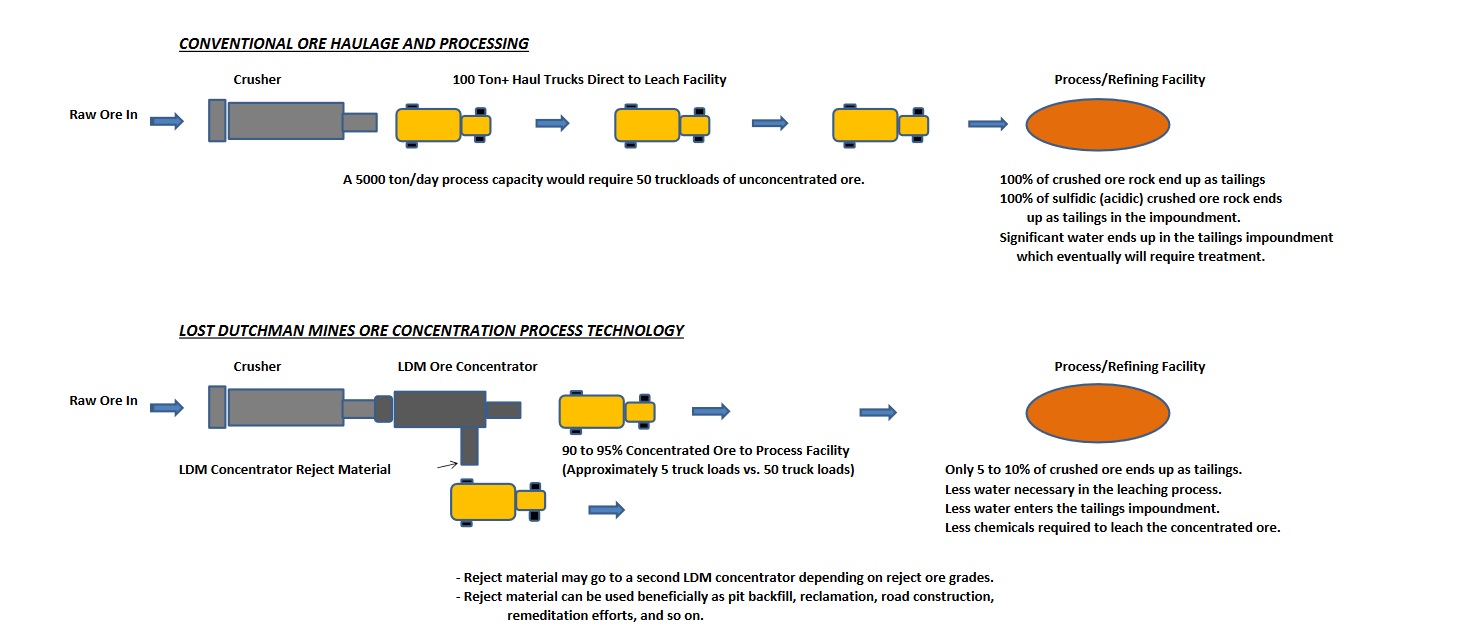
Yes, the air flow component and feed drying will consume power on mine sites, but this ‘upfront’ operating cost will pay off further downstream as not as much material will be transported to make its way down the process flowsheet. It is more likely to go straight to tailings or backfill material feed.
Abbott explains: “The technology drastically reduces the material that will move onto final concentration, which substantially reduces material movement on site.”
For new developments, there is a knock-on benefit for permitting; the regulatory boxes are much more likely to be ticked when the words ‘water’ and ‘cyanide’ are absent from applications.
LDM Co-founder, Wayne Rod, sums this up: “Although from a cost perspective, it is expected to be competitive with other concentration technologies, the real savings will come on the ESG front and being able to reduce any environmental issues you may have.”
This is a message Rod and the rest of the LDM team are taking to the headquarters of major mining companies, where executives and board members are treating ESG challenges like a ‘cost’ they need to reduce to stay viable.
“As that ESG issue becomes even more prevalent, I see technology becoming a much bigger focus area,” Rod says. “Taking water and chemicals out of the concentration process will help alleviate some of that pressure.”