The Weir Group has issued its half-year results to June 30, 2023, noting some significant achievements across its Minerals and ESCO divisions.
Headline numbers for the six-month period included a 19% year-on-year jump in revenues to £1.3 billion ($1.67 billion) and a 26% rise in operating profit to £212 million.
Weir Minerals continued to execute on key strategic growth initiatives, and during the first half gained market share in its core mill circuit product categories, it said.
The company said: “We converted 100% of our competitive field trials for large mill circuit pumps, and also rolled-out our latest cyclone technology.”
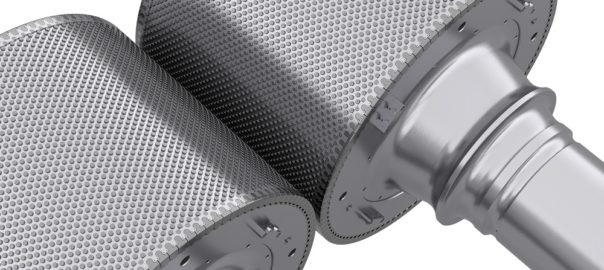
One highlight in the period came at a large Brazilian iron ore mine, where Weir Minerals upgraded the cyclones to its latest Cavex® 2.0 solution. The new cyclones, which are Synertrex®-enabled, have improved separation and increased mineral recovery by more than 400,000 t/y, according to the company.
Cavex 2 cyclones were launched in 2020, introducing new geometric features to offer performance unmatched by any cyclone in operation at that point, the company claimed. The advanced LIG+ design (patent pending) enables the Cavex 2 hydrocyclones to classify up to 30% more feed slurry, while occupying the same footprint as competitor hydrocyclones, according to Weir.
Weir Minerals says it also made good strategic progress in sustainable solutions during the six-month period and delivered year-on-year growth in comminution. New orders included a pebble crushing plant for a large copper mine in South America and a crushing solution for a potash mine in Canada.
The company also said it saw “very encouraging interest” from customers for its Redefined Mill Circuit, securing orders from large copper mines in South America for coarse particle flotation (CPF) pilot circuits, in partnership with Eriez.
“Through this strategic alliance, we have integrated CPF technology with our latest generation Warman® mill circuit pumps and Cavex cyclones to provide significantly improved recoveries and process efficiencies for our customers,” it said. “Once operational in the September quarter, these plants will be important reference sites for the industry.”
Around a year ago, Weir Minerals and Eriez Flotation announced a cooperative agreement to design and develop CPF systems. This allows both companies to better connect the Eriez equipment with the slurry classification and conveying expertise of Weir Minerals, according to Ricardo Garib, Division President of Weir Minerals.
Weir Minerals also launched its new, proprietary digital intelli-solutions for pumps, cyclones and high pressure grinding rolls which, coupled with its Synertrex 2.0 platform, captures critical machine health data and enables remote condition monitoring.
It concluded: “We continued to invest in research and development of our core technologies including new materials and polymers, and upgrades and range expansions for our industry leading Warman slurry pumps.”
Weir ESCO, meanwhile, reported that the number of mines using Motion Metrics™ AI-enabled vision technology increased during the first six months of the year, with new orders including a package of five ShovelMetrics™ and five LoaderMetrics™ systems to be deployed across all large mining machines at an iron ore mine in Western Australia.
“The division made excellent progress in growing market share in mining attachments, with a 37% year-on-year increase in orders,” it said. “A particular highlight included converting four cable shovel buckets from competitor products to ESCO technology for a large North American copper miner.”
The division also provided an update on trials of its proprietary ore characterisation technology, which has been leveraging the BeltMetrics™ solution from Motion Metrics positioned above a conveyor directly after the crusher in the flowsheet at an unnamed mine. As well as using the rugged vision technology Motion Metrics has previously used, the company is also incorporating hyperspectral imaging into the mix for this trial.
It reported: “Field trials of our proprietary ore characterisation technology were successfully completed during the first half. Tests enabled critical data to be collected and validated the performance of the technology in a real-world environment.”
Development has now progressed to the next phase focused on exploring “novel illumination” technologies to enhance minerals characterisation, it added.
New Motion Metrics capabilities and functions were launched during the six-month period, including an upgraded lens cleaning solution that enhances machine vision capability and improves response times.
“Other technology investments included development of a new series of mining attachments that, once launched, will expand our addressable market,” it said.