TOMRA says its advanced sensor-based sorting technologies can provide mining operations with the energy efficiency and ore recovery benefits they require to reduce their environmental footprints.
The ability to recover valuable ore from even sub-economic deposits or dumps has become increasingly relevant as the energy-intensive mining industry shifts towards a ‘Green Mining’ approach, according to the company.
Tord Svensson, TOMRA’s Head of Sorting Mining, explains: “For a mining company to become more sustainable and profitable, it requires a shift in focus that places more value on potentially limited commodities like water and ore.
“To achieve an environmentally-focused and efficiency-oriented production process – which is integral to Green Mining – it is necessary to implement solutions right from the beginning of the process. This is where ore sorting equipment comes in: using these technologies in the early stages of mining reduces waste material and shrinks the carbon footprint, while increasing profitability.”
TOMRA is a pioneer of sensor-based sorting technologies, offering smart technologies for sorting and separating a variety of valuable substances. Its solutions range from industrial mineral processes to sorting gemstones, ferrous and non-ferrous metals, coal and other fuels and slag metal.
The sensor-based sorting technology not only significantly reduces the amount of energy and water required, compared with more traditional methods such as grinding and dense media separation, but also maximises the efficiency and quality recovery of valuable ores, according to TOMRA.
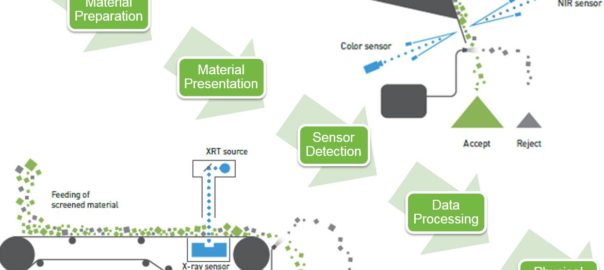
X-ray transmission (XRT), one of TOMRA’s leading solutions, separates dry material of various ore and minerals based on their atomic density, irrespective of surface properties and thickness. This means it is not necessary to crush or grind every rock into smaller particles, which results in massive savings of energy, water, and their related costs, according to the company.
“Considering that grinding is the most energy-intensive part of the production cycle, as an estimated 50-75% of the energy used in mining is for the liberation and comminution of ore and minerals, this technology can have a significant impact on the sustainability and profitability of a mining operation,” TOMRA said.
Pre-concentration techniques like sensor-based sorting are proven to reduce energy consumption by about half, resulting in a considerable reduction of the CO2 footprint and providing a highly cost-effective solution, the company added.
TOMRA has created a Green Counter on its website that displays the total amount of CO2 reduced through the use of its sorting machines in real time. It uses the smart technology within the equipment, which records the amount of rock sorted and eliminated, as well as throughput and total hours of operation.
“With this data, TOMRA and mining companies are able to calculate the energy in kWh saved by not treating the waste which has been removed by the sorters,” the company said. “The amount of energy saved is converted into CO2 equivalents, which in turn are converted into CO2 metric tonnes.”
Through the use of TOMRA sorting machines, client companies have saved 123,696 t of CO2 in 2018 alone, the company said.
The company concluded: “TOMRA’s sorting solutions have proven to be more than just technological innovation – they are also considered the benchmark for industry standards in both efficiency and sustainability. TOMRA remains committed to evolving its technology with a clear focus towards preserving our shared natural resources.”