Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
10 Sep 2024
Hitachi Construction Machinery to shorten mining equipment delivery times in western North America with new warehouse
Hitachi Construction Machinery has begun operation of the Salt Lake City Parts Warehouse, in Utah,...
Read More
09 Sep 2024
Epiroc reinforces OEM-agnostic autonomous haulage solution vision with new Utah facility
Epiroc has opened its new Surface Mining Automation Center in Providence, Utah, USA, dedicated to...
Read More
13 Aug 2024
BEUMER Group to design and supply overland conveyor for Warrior Met Coal’s Blue Creek mine
BEUMER Group has been selected by Warrior Met Coal to support the expansion of Blue...
Read More
15 Jan 2024
Sandvik seals largest-ever single surface drills order from Country Boy Supply
Country Boy Supply, LLC, one of the newest dealers for Sandvik in the USA, has...
Read More
12 Oct 2023
Rio Tinto completes 5 MW solar power plant build at Kennecott
Rio Tinto has completed construction on a new 5 MW solar power plant at its...
Read More
27 Jun 2023
Bingham Canyon to become first Rio Tinto site equipped with Cat MineStar Fleet
The Bingham Canyon copper mine in Utah, USA, has selected the Cat® MineStar™ Fleet management...
Read More
22 Jun 2023
South32 and Redpath kick off shaft sinking works at Hermosa
South32 has now broken ground on one of two exploration shafts at the Hermosa project...
Read More
17 May 2023
Vermeer opens 28,986 sq.m Global Parts Distribution Center
Vermeer, a manufacturer or surface mining equipment, has announced the opening of a 312,000-sq.ft (28,986...
Read More
27 Apr 2023
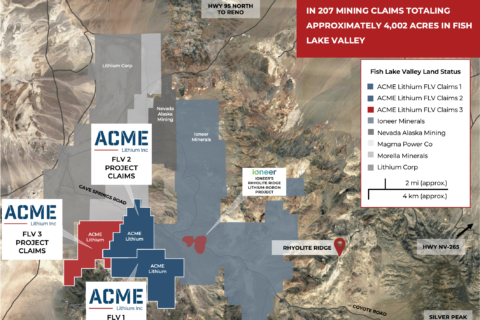
ASTERRA’s Earth observation solution pinpoints new lithium exploration targets for ACME Lithium
ASTERRA has announced that its Earth observation solution was used in collaboration with ACME Lithium...
Read More
07 Mar 2023
Arizona Sonoran Copper hires Ausenco for Cactus and Parks/Salyer project PFS
Arizona Sonoran Copper Company says it has engaged Ausenco as lead engineer to deliver an...
Read More
05 Jan 2023
Bechtel wins EPCM contract for Lithium Americas’ Thacker Pass project
Lithium Americas says it has awarded the engineering, procurement and construction management (EPCM) contract for...
Read More
15 Dec 2022
Nevada Gold Mines kicks off construction of 200 MWAC TS Solar Facility
Nevada Gold Mines (NGM) says it is building a 200 MWAC (Megawatt, alternating current) photovoltaic...
Read More
Prev
1
2
3
…
6
Next