Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
20 Mar 2024
BHP BMA’s Goonyella met coal mine receives ABB electrification upgrade
Sustainability, employee protection and operational insights are the drivers of a cutting-edge electrification upgrade at...
Read More
21 Jul 2023
ABB on extending mine production and asset life with ventilation on demand
Ventilation on demand not only reduces energy usage and costs in underground mines, it can...
Read More
25 Jan 2022
ABB adds cloud functionality, app use to Ability Predictive Maintenance for grinding
ABB has released a new version of ABB Ability™ Predictive Maintenance for grinding which allows...
Read More
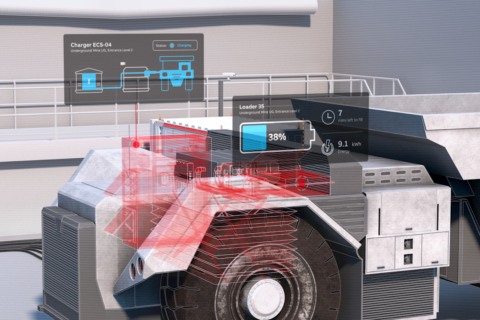
27 Oct 2021
ABB, MEDATech demo fully automated fast charging solution on Western Star 4900XD-e
A new prototype ultra-fast charging platform for heavy-duty applications that features the ABB Ability™ eMine...
Read More
07 Sep 2021
ABB launches eMine portfolio with FastCharge and Trolley System highlights
ABB’s efforts to accelerate the move towards a zero-carbon mine have been strengthened with the...
Read More
11 Mar 2021
ABB further boosts mine hoist safety with Ability Performance Optimization
ABB has launched a new version of its ABB Ability™ Performance Optimization solution for hoists,...
Read More
08 Apr 2020
ABB ramps up remote services to counter COVID-19 crisis
ABB says it is accelerating the roll out of and access to remote service tools...
Read More
18 Sep 2019
ABB provides plant managers with more visibility
ABB has looked to upgrade its ABB Ability™ System 800xA Minerals Process Control Library with...
Read More
18 Jul 2019
ABB closes the short interval control and scheduling loop
ABB, in collaboration with Boliden AB and ArcelorMittal Mining Canada, has launched ABB Ability™ Operations...
Read More
08 Apr 2019
ABB to digitalise dry bulk handling solutions at stockyards
ABB has launched a new digital application to optimise dry bulk material handling for stockyard...
Read More
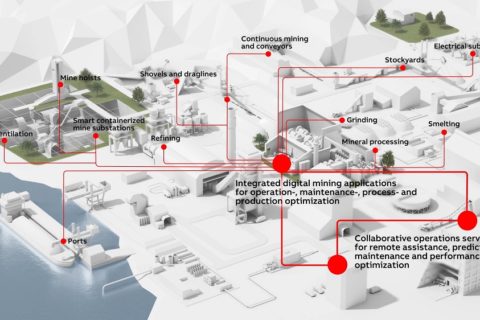
04 Mar 2019
ABB looks to improve mining efficiency with ABB Ability™ MineOptimize
ABB has launched its ABB Ability™ MineOptimize suite of digitally connected products, services and solutions...
Read More
28 Feb 2019
ABB twins digital solutions with Dassault Systèmes’ 3DEXPERIENCE platform
ABB and Dassault Systèmes have announced a global partnership to offer customers in digital industries...
Read More