






Horizonte Minerals Plc has selected MIP Engenharia & Milplan Engenharia to provide the electro-mechanical installation services at its 100%-owned Araguaia nickel project in Brazil.
Following a competitive tender process that involved the leading industrial construction companies active in the mining sector, MIP/Milpan was selected as the preferred provider, Horizonte said.
“MIP/Milpan has a strong track record and importantly, prior rotary kiln-electric furnace (RKEF) experience from Vale’s Onça Puma mine, a ferronickel mine with a similar processing flowsheet to Araguaia, and a number of other major mining projects in the Carajas region,” Horizonte said. “MIP/Milpan is well placed to be able to provide access to a skilled workforce, which can be redeployed from projects that are being completed elsewhere in Pará, Brazil, further de-risking Araguaia’s development schedule.”
Horizonte says mobilisation of the MIP/Milpan workforce is already underway to begin furnace assembly activities on site at Araguaia, with the contract award taking the level of committed spend to over $400 million as part of the project’s development.
Jeremy Martin, CEO of Horizonte Minerals, said: “MIP/Milplan have a proven track record of successfully delivering large projects in Brazil and across the mining sector, in particular a wealth of experience at a similar ferronickel project, having worked on Vale’s Onça Puma ferronickel mine.
“This is another important step forward in the construction of Araguaia, further de-risking the project’s timeline, which remains on schedule for first nickel in Q1 (March quarter) 2024. With the award of every new contract, we take a step closer to our objective of becoming a global leader in primary nickel production.”
The Araguaia project comprises an open-pit nickel laterite mining operation that delivers ore from a number of pits to a central RKEF metallurgical processing facility. The metallurgical process comprises a single line RKEF to extract FeNi from the ore. After an initial ramp-up period, the plant will reach a full capacity of approximately 900,000 t/y of dry ore feed to produce 52,000 t of ferronickel, in turn containing 14,500 t/y of nickel. The FeNi product will be transported by road to the port of Vila do Conde in the north of the State for sale to overseas customers.






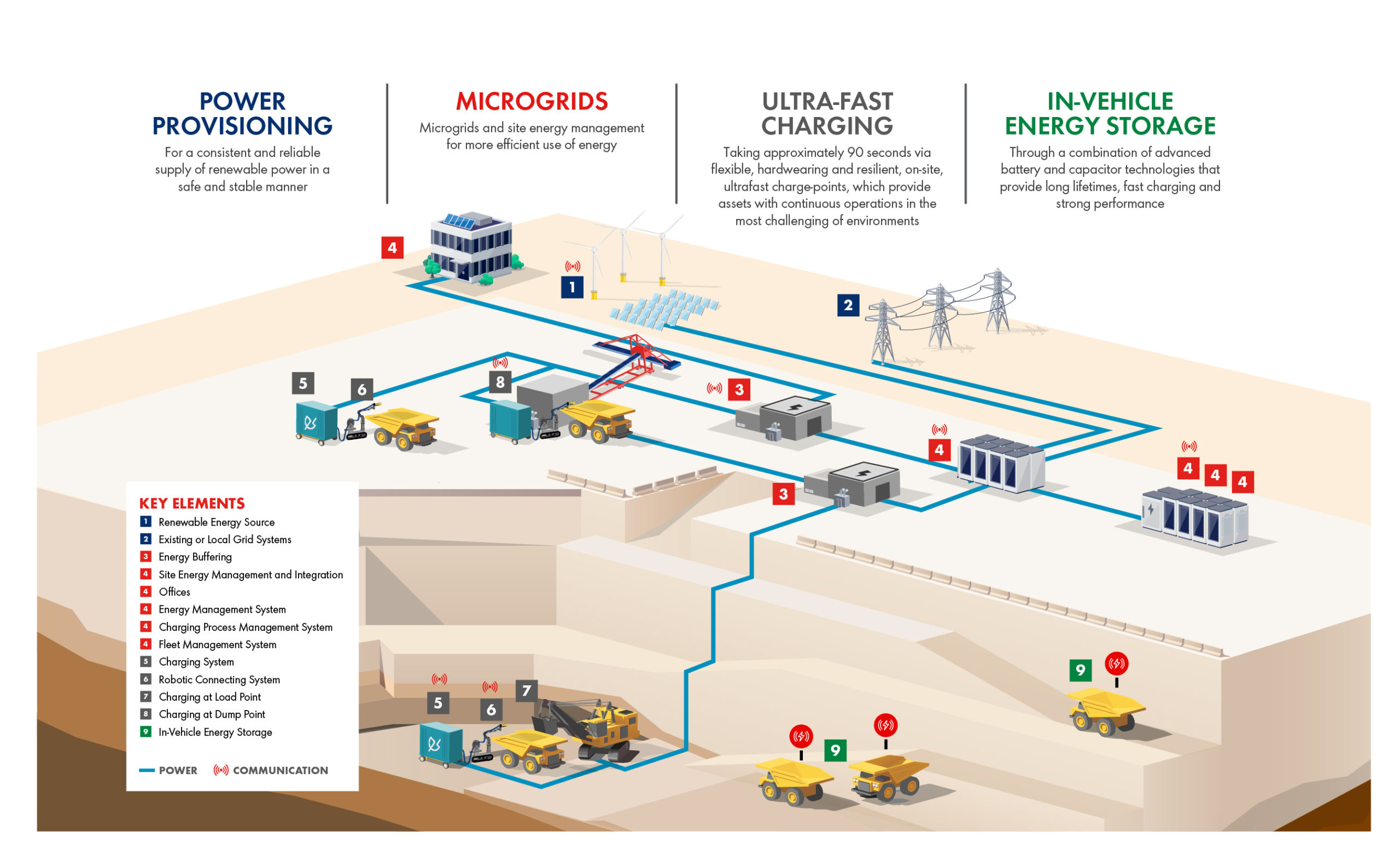 Some of the key components of the power provision and energy management solution come from Alliance Automation, a multi-disciplined industrial automation and electrical engineering company; Spirae, a technology company that develops solutions for integrating renewable and distributed energy resources within microgrids and power systems for economic optimisation, resiliency enhancement and decarbonisation; Worley, an engineering company that provides project delivery and consulting services to the resources and energy sectors, and complex process industries; and Shell Energy, which provides innovative, reliable and cleaner energy solutions through a portfolio of gas, power, environmental products and energy efficiency offers to businesses and residential customers.
Some of the key components of the power provision and energy management solution come from Alliance Automation, a multi-disciplined industrial automation and electrical engineering company; Spirae, a technology company that develops solutions for integrating renewable and distributed energy resources within microgrids and power systems for economic optimisation, resiliency enhancement and decarbonisation; Worley, an engineering company that provides project delivery and consulting services to the resources and energy sectors, and complex process industries; and Shell Energy, which provides innovative, reliable and cleaner energy solutions through a portfolio of gas, power, environmental products and energy efficiency offers to businesses and residential customers.




