Since being named one of eight winning ideas selected to progress to the next stage of the Charge On™ Innovation Challenge in 2022, BluVeinXL has done more than most, assembling a consortium of major mining partners focused on accelerating BluVein’s standardised dynamic charging technology to decarbonise the mining sector.
Late last year, Austmine, which manages the BluVeinXL project, welcomed Rio Tinto, OZ Minerals, BHP, Newcrest Mining, Evolution Mining and Freeport-McMoRan to the consortium of funding members to fast-track the BluVein technology. It has since welcomed Vale to the consortium.
These companies have backed the vision of BluVein, a joint venture between Olitek (Australia) and Evias (Sweden), to dynamically power mixed-OEM haul fleets while in motion, enabling smaller on-board battery packs, faster vehicle haulage speeds up ramp, grid load balancing, elimination of static fast charging, maximum fleet availability and – most importantly – the complete elimination of diesel.
These consortium partners are focused on delivering BluVein’s fleet electrification solution to Technology Readiness Level (TRL) 6 with a minimal viable product (MVP) demonstration, ahead of full commercial deployment of the technology.
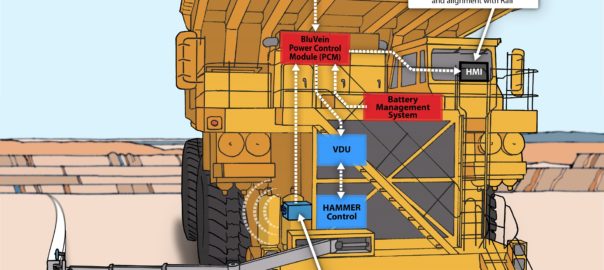
BluVeinXL leverages much of what was developed for BluVein1, the primarily underground solution using the BluVein Rail™ slotted power rail system and the on-vehicle BluVein Hammer™ to simultaneously charge and power mining fleets ‘on the go’. The Rail is an enclosed electrified e-rail system mounted above or beside mining vehicles while the Hammer connects the electric vehicle to the Rail.
In underground scenarios, BluVein’s technology completely removes the need for battery swapping or static fast charging while allowing the use of smaller, lighter and lower cost batteries in continuous and high-duty applications, according to the company.
In open-pit operations, BluVeinXL will be similarly transformative, offering a next-generation alternative to what BluVein refers to as “the cumbersome, inflexible and expensive conventional catenary wire trolley systems that are currently hampering mines from fully decarbonising their haulage operations”.
To get the latest on the BluVeinXL open-pit electrification solution, IM caught up with James Oliver, CEO of BluVein.
IM: Now you have the founding consortium members confirmed for BluVeinXL, where do you go from here? Are you currently engaged with major OEMs on creating a standard design that can fit on any truck?
JO: Seven consortium members is just the start, and we will be announcing additional members very soon. We greatly value our members as it is ensuring we get ‘voice of industry’ and the key technical requirements during this critical stage. One of the major benefits our members see in BluVein is our standardisation, meaning our technology can be used with mixed-OEM fleets, mixed machine types and can even be used to make alternative clean fuel use more efficient and cost effective.
We are currently working with two to three major fleet OEMs and progressing agreements related to integration and demonstration of the BluVeinXL technology. We are confident we will be able to demonstrate with at least one OEM as the MVP, and hopefully more during the current project. Once we agree with each OEM the agreed interface point, then the BluVeinXL integration with the various fleet types becomes quite simple. To do this our technical team works closely with the OEMs on all aspects of the integration including Hammer, Rail and the control systems. By standardising with our various OEM fleet partners, we are delivering on what the mining customers are demanding – a truly standardised dynamic charging system.

IM: How are you managing to engage OEMs that are also providing their own trolley assist applications that, they believe, may be suitable for similar haul truck propulsion setups to BluVeinXL?
JO: BluVein’s safe and proven electrification technology is based on over a decade of research and development undertaken for electric highways by our joint venture partner Evias. We are confident in our system’s ability to deliver high power transfer whilst also delivering on the safety and robustness requirements demanded by mining customers. Critically, the high-power transfer characteristics of BluVein’s slotted rail system enables simultaneous on-ramp hauling and charging of multiple closely spaced mining haul vehicles. This is a game-changing capability and of high interest to our mining partners. The conventional catenary wire-based trolley systems have limitations on power delivery capacity, earthing and other critical safety elements, and, therefore, are not as favoured by miners.
We do, however, see benefits of OEMs trialling a range of different mine electrification approaches, as long as we can all agree on a common vehicle connection point, specifically at the dynamic charge interface. This will ensure the end customer is able to select the best solution for their individual sites. We understand that BluVein will not be everything to everyone, but for the applications it does suit, we are confident it will be a true game changer over conventional catenary and static fast charging options for haul truck fleets.
We hope to be able to demonstrate BluVeinXL side by side with a catenary wire system to showcase the competitive advantages BluVeinXL has – that is higher power transfer; safer, easier to install, use and relocate; and overall lower cost. Ultimately it will be up to the customer to choose based on the performance of the system and we think this will stack up in BluVeinXL’s favour.
IM: Can you expand on how your system alleviates the requirements on haul road conditions that typically comes with the current generation of trolley assist technology? Do you see your Rail and Hammer technology being able to work in any conditions (the Arctic included)?
JO: Part of our current package of work is to understand with our mining partners what these extremes are to ensure we are developing a solution that has minimal up-stream and down-stream impact on operations. The vision is to have a deployable solution that suits all climates and terrains.
Our core technology partner, Evias, has spent over a decade developing BluVein’s core technology to function effectively in icy and muddy conditions. By building on these learnings, we are confident that BluVeinXL will work in the vast majority of terrains and climates experienced in mining – from the hot and humid Pilbara region of Australia to the coldest parts of northern Canada.
It is BluVein’s safe slotted e-rail technology that enables it to be located near to the ground to the side of haul roads. Our Hammer and Arm is being designed to cater for the full range of haul road conditions, thereby reducing the burden on mines to maintain haul road conditions to perfection as is required with conventional overhead wire catenary systems.
Our consortium members have very good geographic spread to help us understand and test in these conditions. Part of our current work is to clearly understand from our mining partners what these environmental extremes are to ensure our solution will function effectively in all operations.
IM: Has your work to this point indicated how small the on-board batteries could be in a typical open-pit scenario for 220-t-payload trucks?
JO: We have taken a technology-agnostic approach to what on-board power and storage system we are supplying; our current focus is getting enough energy onto the vehicle as efficiently and safely as possible to power drive motors and charge smaller batteries if and when available. While we cannot reveal exactly how much smaller we can make the batteries, early studies show the batteries can be reduced as much as 60% when coupled with dynamic charge that has enough capacity to power the drive and charge the battery.

IM: So what payloads do you think you could be providing this solution for?
JO: The BluVein Rail and Hammer design is completely scalable. BluVein1 for underground and quarries can provide up to 3 MW of power sufficient for up to 100-t payload vehicles. The BluVeinXL system can offer in the range of 4-7 MW, sufficient for up to 250-t payload vehicles. Our engineering team plan to use BluVein1 and BluVeinXL as stepping stones for an eventual introduction of a BluVein solution suited to ultraclass fleets with 9-12 MW of capacity sufficient for up to 350-400 t payloads.
IM: Where are you with your field trials on this solution? Do you expect these to commence this year?
JO: The targeted ‘wheels on track’ for BluVein1 is 2023, followed closely in 2024 with the BluVeinXL MVP demonstration. Right now I cannot reveal too much but there are some exciting partnerships being progressed to achieve this.
In terms of field trials, our ideal setup – and I think one the industry really wants – is a single site where all key mine electrification technologies can be tested out side-by-side. There are some very positive conversations going on between all three parties – the solution OEMs, truck OEMs and mining companies – on this front, which is exciting for BluVeinXL.
As has been said many times, there is no ‘silver bullet’ when it comes to mine decarbonisation. We know that BluVein’s dynamic charging solutions will tick a lot of boxes, but not all. So, it’s great if we can work together to ensure we cover any gaps. There is just too much at stake to try and go it alone.
IM: Anything else to add on the subject of electrification and dynamic charging?
JO: One question we have been asked is does BluVein’s Hammer and Rail technology only support dynamic charging? While power transfer while in motion is our obvious advantage, our system is basically an automated IP2X-rated power connection that can transfer more than 4 MW of energy. Could we use this for automated static fast charging also? Our answer to that is absolutely.