Metso Outotec has launched the “next evolution of the high pressure grinding roll”, with the delivery of its HRC™e HPGR.
The original HRC HPGR was launched back in 2014 by Metso (now Metso Outotec), pioneering the use of flanges and non-skewing design. The grinding performance that brings energy efficiency, lower circulating loads and increased throughput is now strengthened with an additional evolution in design, Metso Outotec says.
The new HRCe comes with a decreased installation capital expenditure compared with the original HRC. Changes in design allow for maximum productivity with proven technology that leads to superior grinding efficiency.
Christoph Hoetzel, Head of Grinding business line at Metso Outotec, said: “We are very excited about the new HRCe, which combines proven technology and customer-focused evolutions. Metso Outotec is the only OEM that has been able to design and develop reliable flanged HPGR technology that has demonstrated superior performance for many years in the mining industry. We will continue utilising our proven technology but have evolved the design to maximise value for our customers and superior grinding efficiency.”
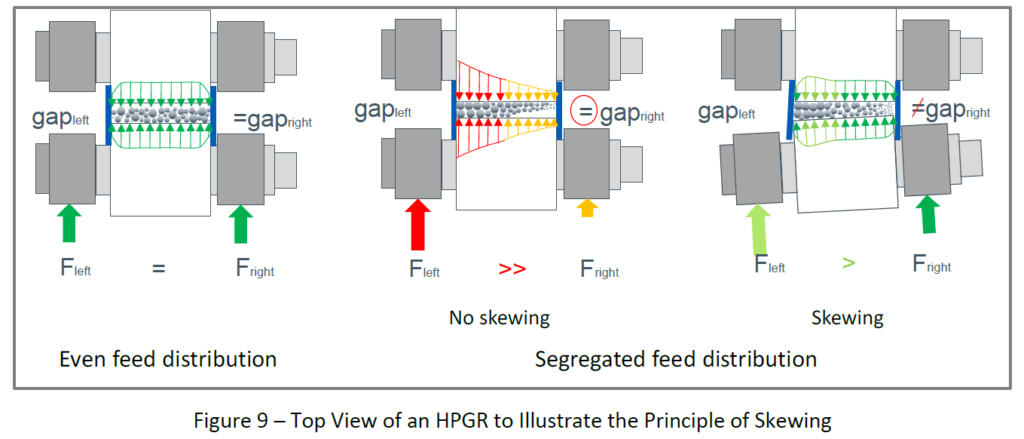
The high throughput comes from the elimination of the edge effect with the flange design, which will ultimately maximise the amount of crushed material, the company says. With the anti-skew assembly, customers will find faster restarts and no downtime from skewing events, according to Metso Outotec.
The HRCe also comes with a large feed size acceptance of 60-120 mm and improved energy efficiency compared with similar HPGRs, the company says. It also boasts typical capacities of 1,810-6,930 t/h.
Key benefits of the new HPGR include:
- Improved energy efficiency of up to 15%;
- Lower circulating load of up to 24%;
- Increased throughput of up to 19%;
- Elimination of edge effect from combination of proven flange design and anti-skew assembly; and
- Elimination of downtime caused by skewing events.