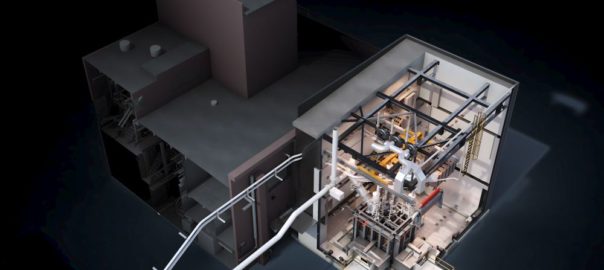
Metso says it is expanding its testing capabilities by investing €8 million ($8.7 million) to build a state-of-the-art DRI (direct reduced iron) smelting furnace pilot facility.
The pilot plant will be constructed in Pori, Finland, where Metso has one of its major R&D centres serving the minerals and metals industry. The new facility will allow customer-specific, pilot-scale testing to demonstrate the applicability and results of industrial-scale DRI smelting with Metso’s Outotec® DRI Smelting Furnace technology.
Jyrki Makkonen, Vice President, Smelting at Metso, said: “Currently, the iron and steel industry accounts for about 8% of the global carbon dioxide emissions. With the tightening environmental regulations, the industry is looking for new innovations to reduce its carbon footprint. There has been a lot of interest towards the recently launched Metso’s Outotec DRI Smelting Furnace. It substitutes traditional blast furnaces used in iron and steel making, and enables a significant reduction of emissions, when combined with a direct reduction plant.”
Mari Lindgren, Director, Smelting Research & Development at Metso, said: “The investment into the DRI Smelting Furnace pilot facility supports the rapidly increasing customer demand for reliable testing when planning a transition to emissions-free smelting. With the pilot facility, we can reliably test various types of customer materials for industrial scale-up. The construction of this unique facility has started, and we expect to run the first tests and campaigns in the latter part of 2024. Currently, we are serving our customers with smaller scale laboratory tests.”
The new high-capacity Outotec DRI Smelting Furnace, launched in 2022, is one of Metso’s breakthrough technologies and a major Planet Positive solution to support decarbonizing the iron and steel industry.
Combined with a direct reduction plant, Metso’s Outotec DRI Smelting Furnace substitutes traditional blast furnaces in the production of hot metal, making it an optimal solution for primary steel producers aiming for a significant reduction in their CO2 emissions with minimal changes to the rest of the steel plant, Metso says. The furnace can be integrated with Metso’s hydrogen-based Circored™ process or other direct reduction processes.