LKAB, Minalyze AB and Sentian say they have joined forces in a consortium to develop the latest technology for scanning drill core.
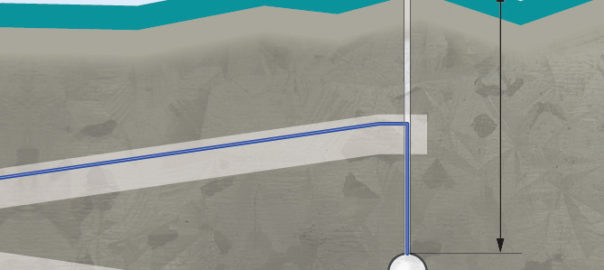
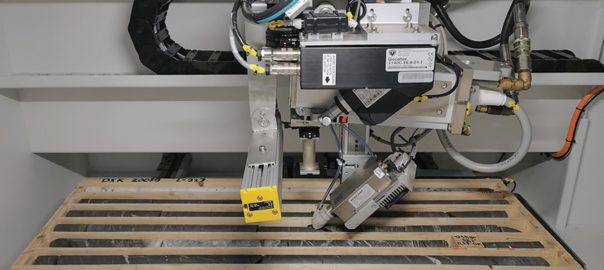
In March 2020, LKAB started a test with the Minalyzer CS drill core scanner where the goal was to improve the workflow for core logging – ie how the results of exploration drilling are analysed. The test led to a permanent installation in Kiruna (Sweden) and expansion to Malmberget where data from the Minalyzer CS is used to help geological logging of the drill core.
The consortium of LKAB, Minalyze and Sentian are now set to take the use of data to the next level when boreholes in LKAB’s deposits are to be investigated. The new artificial intelligence application being developed by the trio will make the analysis much faster, with the time to evaluate a drill core reduced from weeks to minutes, with increased accuracy.
This could see Minalyze’s X-ray Fluorescence-backed CS scanner analyse LKAB drill core while leveraging Sentain’s industrial artificial intelligence solutions to make real-time decisions relating to drilling and exploration activities.
The technology development driven by the consortium will be a world first, changing the entire industry, the companies say.
Jan-Anders Perdahl, Specialist at LKAB’s Exploration Department, said: “With the collaboration, the core logging takes a big step through machine learning and artificial intelligence. The geologist can, at an early stage, place greater focus on the parts of the core that show chemical or other changes. Opportunities are opened up to gain increased knowledge about ore formation processes and alterations in a completely different way than before. One can also get indications that you are close to mineralisation and where it may be located, and thereby streamline exploration.”
The technological leap will give LKAB’s staff increased competence, increased quality in and efficiency of the work, as well as reduced need for other analysis methods, according to the companies.
Annelie Lundström, CEO of Minalyze AB, said: “We are at an interesting time when the hardware to extract consistently high-resolution data from drill cores is available and we can now take the next step and generate value from data together with our customers. In this collaboration, we will develop algorithms that can map rock layers in so-called lithological logs with very high confidence. This can only be done by combining expertise from all three parties.
“The results from our collaboration will forever change how drill core logging takes place everywhere and will result in a more efficient, non-subjective and consistent process.”
Martin Rugfelt, Sentian CEO, added: “We see great power in the application of modern artificial intelligence to data from the mining industry and there is major potential in further combining our machine learning technology with Minalyze’s unique capabilities in data collection and analysis.”